
Crossbreeding in commercial beef cattle production improves efficiency through heterosis and breed complementation (Figure 1). Heterosis or hybrid vigor is an advantage in performance of crossbreds compared to the average performance of the parental breeds. Heterosis is particularly strong for traits that are lowly heritable such as conception rate, preweaning livability of calves and preweaning growth (Table 1).
Crossbred cows with crossbred calves can be expected to wean as much as 25 percent more pounds of calf per cow exposed than purebred cows with purebred calves of the same average breed makeup. Breed complementation describes using breeds as they are best suited in a crossbreeding system. To take advantage of breed complementation, breeds with good maternal ability and milk production would be used in a dam line and be mated to large framed, fast growing terminal sire breeds.
Optimal crossbreeding systems take advantage of individual and maternal heterosis and breed complementation. An optimal system requires a minimum of three breeds. Unfortunately, it also requires multiple breeding pastures or artificial insemination (AI) to ensure correct matings resulting in maximum heterosis. A relatively large herd is required so that efficient use can be made of more than one breed of bull.
A minimum of three bulls are required to efficiently operate a three-breed crossbreeding program which produces its own crossbred replacement heifers using natural service. AI requires a higher level of management, especially when coupled with the tasks of estrous synchronization, estrous detection and breeding. As partial compensation for the management required, AI offers the advantage of making available many sires with outstanding genetic merit, a situation that would not be economical for most commercial producers for use in natural service.
Most beef cattle herds in Missouri have fewer than 60 cows. These herds are not large enough to take advantage of conventional crossbreeding systems. In this publication, efficient alternative crossbreeding systems are presented for use by commercial cattle producers with small herds. Systems using one and two bulls are described.
Table 1. Individual and maternal heterosis for beef cattle.
| Trait | Percentage heterosis | |
|---|---|---|
| Individual | Maternal | |
| Number of live calves per 100 cows exposed | 0 | 9 |
| Calf survival to weaning | 3 | 1 |
| Birth weight | 4 | |
| Weaning weight | 5 | 8 |
| Yearling weight | 4 | |
| Weight weaned per cow exposed | 8 | 19 |
| Feed/gain | -1 | |
| Ribeye area | 3 | |
| Fat thickness | 5 | |
| Cutability | 0 | |
| Source: C.R. Long, 1980. “Crossbreeding for Beef Production: Experimental Results.” J. Anim. Sci. 51:1197. | ||
Predicting performance in a crossbreeding system
Heterosis is a difference in performance of crossbred animals compared with the average of the pure breeds which contribute to the cross. Heterosis is usually, but not invariably, favorable. An example of an unfavorable result of heterosis is an increase in fatness of crossbred calves. Traits such as growth and reproduction usually respond favorably to crossbreeding.
To predict performance of a cross, estimates of the merit of the pure breeds and estimates of the magnitude of individual and maternal heterosis (Table 1) must be available. Adapting data for weaning weight from Notter, 1989 (Beef Improvement Federation Proceedings), Angus were 432, Hereford 435, and Charolais 490 pounds. If Hereford bulls with average genetic merit were mated to average Angus cows, crossbred calves would be expected to weigh 5 percent more than the average of the pure breeds in the cross:
If Charolais bulls were mated to F1 Angus × Hereford cows, calf weights would be predicted by adding individual and maternal heterosis to the average genetic merit of the crossbred calf. The genetic merit of the calf would be calculated as ½ the genetic merit of the Charolais plus ¼ the genetic merit of the Angus and plus ¼ the genetic merit of the Hereford:
To predict weaning weight per cow exposed, heterosis for conception rate and calf survival also needs to be considered. Assuming that, as purebreds, 85 of 100 cows exposed deliver a live calf and 95 percent of calves born survive to weaning; then weaning weight per cow exposed would be 349 pounds for Angus, 351 pounds for Herefords and 396 pounds for Charolais. Prediction of weaning weight per cow exposed is similar to calculation above, except individual heterosis is 8 percent and maternal heterosis is 19 percent:
The value of 479 pounds of calf weaned per cow exposed for the crossbred cows raising crossbred calves compares with an average genetic merit of the combination without heterosis of 373 pounds (½ the genetic merit of Charolais plus ¼ the genetic merit of each Angus and Hereford). Thus heterosis contributes 479 - 373 = 106 extra pounds of calf weaned or an increase of 28 percent.
Types of crossbreeding systems
In deciding among crossbreeding systems, primary considerations are sources of replacement females, amount of heterosis expressed by the offspring (individual heterosis), amount of heterosis expressed by the dam (maternal heterosis), possible breed complementation or potential for using specialized sire and dam lines, and management issues.
If crossbred replacement females are readily available, many other considerations are overcome. Crossbred replacement females yield maximum maternal heterosis, and when mated to a bull of another breed, maximum individual heterosis will result. Choosing a bull of a terminal sire breed also results in breed complementation. Management in a single- or multiple-sire situation is straightforward. This situation is ideal but unfortunately seldom available or economically feasible.
In choosing a crossbreeding system, primary consideration must be given to a source of replacement females. It generally is desirable to produce replacement heifers within herd. Possibilities for within herd production of crossbred replacement heifers include the use of AI on a fraction of the cows, something not always within the management capabilities of some producers; use of a breed of bull on purchased purebred heifers to produce cows for a terminal cross, which also involves purchase of a fraction of the replacements plus use of at least two breeds of sire; or use of a rotational crossing system either in combination with a terminal sire or as a stand-alone system.
Crossbreeding systems fall into four categories: specific or terminal systems, rotational systems, rotaterminal systems and composite or synthetic systems. Each has advantages and disadvantages in the amount of heterosis obtained, potential for breed complementation, source of replacement females and ease of management. Small herd size presents extra limitations on suitability of particular systems. No one system is optimum for all beef cattle producers. Characteristics and examples of each type of system are presented.
Specific crossbreeding systems
Two-breed specific
Specific crossbreeding systems use a specific pattern of consistently mating a particular breed of bull to a particular breed or breed-cross of cow. The resulting offspring are not brought back into the system. An example of a two-breed specific cross would be mating Angus bulls to Hereford cows. The resulting black-baldy calves are sold. This system is used frequently in Western range states.
Two-breed specific systems are often referred to as terminal systems because the progeny are not returned to the herd. This system provides maximum individual heterosis because the sire and dam have no common breed composition. No maternal heterosis is provided, since cows are purebred. Opportunity exists for breed complementation because maternal and paternal breeds can be chosen for favorable characteristics which contribute to the cross. Most important, these breeds will be used consistently in their role as a maternal or paternal breed in this particular crossing system. The source of replacement heifers is the major obstacle for using the two-breed specific crossbreeding system.
Three-breed specific
A three-breed specific or terminal cross results from mating Charolais bulls to the black-baldy cows. In the three-breed cross, both individual and maternal heterosis are maximized. Maternal heterosis is maximized because the breeds crossed to produce the maternal line (the black-baldies) have no common composition. Individual heterosis is maximized because the maternal line (Angus and Hereford) has no common breed composition with the terminal sire (Charolais).
Again, breed complementation is available because the sire and dam lines can be chosen for their strengths in contribution to the cross. With this and all other specific crossbreeding systems, source of replacement heifers is a potential problem. A dependable supply is needed if they are to be purchased. Management considerations are important if the producer is to provide replacement heifers from within his own herd.
Backcross
In a backcross system, heifers from a first cross are mated to a bull from one of the breeds in their own breed makeup. For example, a black-baldy heifer might be mated to a Hereford bull. The backcross is most often used when a particular breed is well suited to the production environment such as indigenous breeds in tropical areas. Backcrosses yield maximum maternal heterosis but only 50 percent of maximum individual heterosis. The reduction in individual heterosis is due to the common breed makeup between bull and cow in the backcross.
Rotational crossbreeding systems
Two-breed rotation or criss-cross
Rotational systems involve a specific cyclical pattern of mating breeds of bulls to progeny resulting from a preceding cross. The simplest example of a rotational system is the two-breed rotation or criss-cross system (Figure 2).
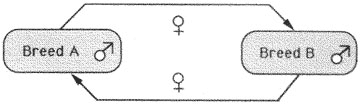
A series of alternating backcrosses are used in the two-breed rotation. In a Hereford-Angus rotation, progeny resulting from an initial Hereford-Angus cross would be backcrossed to one of the parental breeds, say Angus. The resulting backcross progeny, ¾ Angus and ¼ Hereford, are mated to Hereford bulls. Progeny resulting from this third generation are mated to Angus bulls and this cyclical pattern continues.
After three generations, breed composition stabilizes at approximately ? the breed of the sire and ? the remaining breed. In this example, generation four calves are sired by an Angus bull and are approximately ? Angus and ? Hereford.
The primary advantage of rotational crosses is that replacement heifers are provided within the system. Both individual and maternal heterosis are less than maximum because of the common breed composition of sire and dam. Since cows share approximately ? of their breed composition with the bull with which they are mated, a third of potential heterosis is lost. No breed complementation is obtained from a rotational cross. Sire breeds alternate between generations. Therefore, using specialized sire and dam breeds is not possible.
Management of matings for this system can also be somewhat complex. Additional heterosis is lost if improper matings are made. Since generations overlap in cattle, females from both breeds of sire will simultaneously be present in the herd requiring at least two breeding pastures to ensure correct use of the system if natural mating is used.
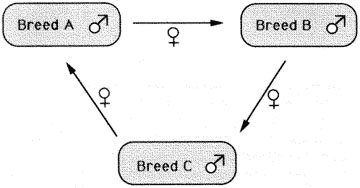
Three-breed rotation
Three-breed rotations (Figure 3) simply add a third breed of bull to the cycle of matings used in a two-breed rotation. Cows are mated to the breed of bull that makes up the smallest proportion of their own composition. A three-breed rotation increases use of individual and maternal heterosis to 86 percent of maximum. Again, no breed complementation is available.
Management is more complex than for the two-breed rotation. Choice of breeds becomes an important consideration, as the number of breeds included in a rotation is increased.
First, breeds used to initiate the rotation should be the best available for your production system. The heterosis gained from adding an additional breed must be greater than the loss of average genetic merit due to adding a breed which is poorer than those used to initiate the system. Second, breeds used in a rotation should be somewhat similar in characteristics such as mature size and milk production. Diverse breeds may lead to calving difficulty and problems associated with feeding and marketing heterogeneous calves.
Rotaterminal crossbreeding systems
Rotaterminal crosses are a combination of rotational and specific crossbreeding systems. They add some of the best features of each system. A rotation, usually of two maternal breeds, supplies cows for a terminal mating. For example, older cows from the Hereford-Angus two-breed rotation would be mated to bulls from a terminal sire breed. A three-breed rotaterminal crossbreeding system is illustrated in Figure 4.
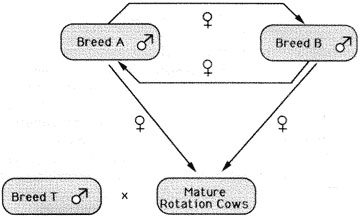
Although not maximized in all the calves, some individual and maternal heterosis contributes to the performance of all calves produced. Approximately 40 to 60 percent of the cows are involved in the rotational part of the system. Individual and maternal heterosis is yielded by this part of the system at the same rate as that for a two-breed rotation. All male calves from this part of the system are sold while female calves are retained as needed for replacements. Crossbred cows from the maternal rotation are mated to a terminal sire breed. Cows express partial maternal heterosis and calves express 100 percent individual heterosis.
Breed complementation is available from the terminal phase of the system. All calves from the terminal mating are sold. One advantage is that heifers usually are initially mated to a bull of similar size as their own sire breed as part of the rotation. As cows mature and have a reduced likelihood of experiencing calving difficulty, they can be transferred to the terminal cross to be mated to a larger breed of bull.
This system suffers the drawback of complexity and unequal usage of bulls. A minimum of four bulls must be utilized to properly operate the system, which makes it unattractive to the majority of beef producers.
Composites
Composites are a stable intermating population originating from crossbred matings. Santa Gertrudis and Brangus are examples, as are the MARC composites developed at the U.S. Meat Animal Research Center. Composites usually incorporate a combination of breeds, each of which contributes a characteristic desirable for good performance or environmental adaptation. Bos indicus breeds have contributed to several composites because of their adaptation to hot climates.
Composites offer some heterosis, with the amount depending on the original breed composition. Unfortunately, these breeds have commonly suffered partial loss of heterosis over time. This has resulted from inbreeding accumulating in the breeds, because most were initiated from a relatively small genetic base.
Discounting the potential loss of heterosis due to accumulated inbreeding, retained heterosis can be calculated by squaring the fractional contribution of each breed, summing the squared values and subtracting from one. As an example, breed composition of Santa Gertrudis is ? Shorthorn and ? Brahman. Retained heterosis is 1 - [(?)2 + (?)2] = 0.47 or 47 percent.
As more breeds contribute to the composite, retained individual and maternal heterosis increases. When composites are used sires and dams do not differ, thus no breed complementation is offered. Management is similar to utilization of pure breeds.
Single-sire crossbreeding systems
Many beef cattle in Missouri are in herds that use a single bull. Efficient crossbreeding systems for herds of this size would increase the productivity and profitability of the state’s beef industry. In comparing crossbreeding systems for single-sire herds, several conditions will be assumed:
- Replacement females are to be generated from within the herd and 20 percent of the cow herd will be replaced each year
- Natural service will be used
- Heifers are first mated to calve at two years and will not be mated to their sire
Two rotational systems have proven useful in single-sire systems (M. A. Lamb and M. W. Tess, 1989. J. Anim. Sci. 67:28). One involves rotation of two breeds, the other uses three. In each system, a new bull is introduced every second year to avoid mating heifers back to their sire. The same breed of bull is used for four years (two consecutive bulls) before a new breed is introduced. This yields more heterosis than rotating breeds with each new bull or every two years.
If the breed of cows used to initiate the rotation is designated breed A, the sire rotation would be as shown in Table 2, with the subscripts representing different bulls of breeds A and B.
Table 2. Two-breed single sire system.
| Year | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Bull | B1 | B1 | B2 | B2 | A1 | A1 | A2 | A2 | B3 | B3 | B |
Since a single bull is used, not all matings can be optimal as in the two-breed rotation. This single-sire rotation is expected on average to yield 59 percent of maximum individual heterosis and 47 percent of maximum maternal heterosis for the first twenty years of operation. These values compare with 72 percent of maximum individual and 56 percent of maximum maternal heterosis obtainable from a two-breed rotation in a large herd or through the use of artificial insemination. Loss of heterosis is due to acceptance of a proportion of incorrect matings in the single-sire system.
Using genetic breed means for Hereford and Angus from Example 1 and heterosis from Table 1, weight of calf weaned per cow exposed would be expected to average 399 pounds for the first 20 years of this system. This compares with 409 pounds expected from the optimum two-breed rotation and 350 pounds average of the genetic means of the two pure breeds.
A three-breed rotation initiated again with breed A cows would have a breed sequence for sires as shown in Table 3, with the subscripts representing different bulls of breeds A, B, and C.
Table 3. Three-breed single sire system.
| Year | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Bull | B1 | B1 | B2 | B2 | C1 | C1 | C2 | C2 | A1 | A1 | A2 | A2 | B3 |
This single-sire rotation is expected to yield 77 percent of maximum individual and 60 percent of maximum maternal heterosis. Single-sire rotations offer potential for increased productivity in the small beef cattle herd. Choice of breeds is of great importance. Breeds should not only be adapted to the production environment, but must be compatible with each other in a rotational system.
Two-sire crossbreeding systems
Additional crossbreeding opportunities are available to the producer with a slightly larger beef herd. Numbers of cows and pastures that justify using two bulls can increase possibilities for using productive crossbreeding systems.
The two-sire, two-breed rotation initiated with breed A cows uses a bull sequence as shown in Table 4. Bulls can be used a maximum of four years to avoid mating to granddaughters. Initially, all cows are of breed A. Some matings of breed A cows to breed A bulls must be made in the third year to stay within the serving capacity of the breed B bull. After the first four years, cows sired by breed A bulls are mated to breed B bulls and vice-versa.
Table 4. Two-sire, two-breed system.
| Year | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Bull 1 | B1 | B1 | A1 | A1 | A1 | A1 | A2 | A2 | A2 | A2 | A3 | A3 | A3 |
| Bull 2 | B2 | B2 | B2 | B2 | B3 | B3 | B4 | B4 | B4 | B4 | B5 | B5 | B5 |
Expected individual heterosis is 70 percent of maximum and expected maternal heterosis is 54 percent of maximum. These values compare with 72 percent for individual heterosis and 56 percent maternal heterosis in a system in which all matings are correct. Expected performance is very similar for the two systems.
Three-breed rotations offer increased heterosis over two-breed systems. This advantage may be partially offset by problems associated with choice of a third breed.
Optimal sequence for bulls in a two-sire, three-breed rotation is shown in Table 5. For the first four years the largest proportion of cows are breed A. They should be mated to the bulls with which they are least related. Whenever possible, cows sired by breed A bulls should be mated to breed B bulls, cows sired by breed B bulls should be mated to breed C and cows sired by breed C bulls should be mated to breed A.
Table 5. Two-sire, three-breed system.
| Year | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Bull 1 | B1 | B1 | A1 | A1 | A1 | A1 | C2 | C2 | C2 | C2 | B3 | B3 | B3 |
| Bull 2 | C1 | C1 | C1 | C1 | B2 | B2 | B2 | B2 | A2 | A2 | A2 | A2 | C3 |
Some matings that yield less than maximum heterosis will occur in years three and four. This sequence yields an average of 82 percent of maximum individual heterosis and 63 percent of maximum maternal heterosis over the first 20 years of operation. These values compare with 91 percent of maximum individual heterosis and 70 percent of maximum maternal heterosis for a system with no incorrect matings. Again, expected performance is quite similar.
When using two sires, one available option is to use part of the cow herd in a terminal cross. A three-breed rotaterminal system provides breed complementation in the terminal mating, which involves about the oldest 40 percent of the cow herd. The sequence of bulls is shown in Table 6. The youngest 60 to 65 percent of the cow herd is in a single-sire two-breed rotation. All heifer calves from this part of the system are kept as replacements, while all older cows are mated to the terminal sire.
Table 6. Two-sire, three-breed rotaterminal system.
| Year | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Bull 1 | B1 | B1 | B2 | B2 | A1 | A1 | A2 | A2 | B3 | B3 | B4 | B4 | A3 |
| Bull 2 | T1 | T1 | T1 | T1 | T2 | T2 | T2 | T2 | T3 | T3 | T3 | T3 | T4 |
This system yields slightly more individual heterosis than the two-sire, two-breed system but slightly less maternal heterosis. Assuming a 10 percent increase in growth rate due to breed complementation in calves produced by the terminal sire, productivity is similar to the three-breed rotation. Productivity, which might be less than expected, is due to low heterosis in the substantial proportion of the herd involved in the two-breed rotation used to produce replacement females.
The rotaterminal system is more sensitive to management than are the other systems. Use of all heifers calves from the two-breed rotation as replacements can be limiting if death loss is high or if the proportion of calves which are female is low in a particular year.
Using reproductive technologies to facilitate crossbreeding programs
Modern reproductive technologies can greatly facilitate implementation of a crossbreeding program for herds of any size. One effective strategy for reproductive management can be to begin the breeding season with estrus synchronization and artificial insemination. This can then be followed by exposure to natural service bulls for the remainder of the breeding season. In such a system, sires used for artificial insemination and sires used for natural service can easily be of different breeds and/or selected with different selection criteria.
For cow-calf operations that raise and develop their own replacements heifers, beginning the breeding season with artificial insemination can allow the desired breed composition to be maintained in the early-born heifer calves. Recall that the earliest-born portion of the heifer calf crop represents the highest quality pool of candidates to develop as potential replacement heifers (see MU Extension publication G2028, Selection of Replacement Heifers for Commercial Beef Cattle Operations). With strong pregnancy rates to artificial insemination, it may be possible to develop replacement females from only those heifers that were sired via artificial insemination. In such a system, sires used for artificial insemination could be selected with emphasis on maternal traits. This in turn would enable the operation to select natural service bulls of a different breed composition, with selection based purely only on the sires’ merit for terminal traits.
Use of sex-sorted semen for artificial insemination can facilitate this, allowing targeted production of replacement heifer candidates from a selected portion of the cow herd. Of course, use of sex-sorted rather than conventional semen for this purpose minimizes the number of steer calves that are produced from maternally-oriented sires. This should factor into the cost-benefit considerations associated with use of sex-sorted semen. For more information on use of sex-sorted semen, see MU Extension publication G2026, Sexed Semen for Artificial Insemination: Recommendations and AI Approaches.
Developing versus purchasing replacement females
The feasibility of many crossbreeding strategies is limited by the need to generate both replacement females and terminal progeny. With this understanding, operations should carefully consider whether developing replacement heifers is a necessary or profitable component of the overall operation. Agricultural economists and business planners generally recommend use of enterprise accounting, such that the profitability of heifer development can be evaluated independently of the profitability of the cow-calf herd. When viewed from this perspective, operations may find that their real costs of replacement heifer development exceed the market value of the replacement heifers. In such cases, purchasing rather than developing replacement heifers can be more profitable and also allow the operation to emphasize only terminal traits when selecting sires.
Considerations related to developing versus purchasing replacement females apply to operations of any size, but profitability of heifer development is generally affected by scale. Small operations can often realize efficiencies relative to labor and pasture utilization by eliminating heifer development from their overall operation. Likewise, small herds that require only a single sire to service all females will have broader sire selection opportunities if no longer breeding yearling heifers, as sire selection criteria related to Calving Ease Direct (CED EPD) can be less stringent.
Summary
Selecting the most appropriate cross-breeding system for your herd is based on several factors. Average expected levels of individual and maternal heterosis for the first 20 years of operation of the crossbreeding systems described above are summarized in Table 7. These levels will vary from year to year, particularly in the rotational systems, and are only one consideration in choosing a system appropriate for your operation. Choice of a system should also depend on the level of management commitment you are willing to make and the size of your herd. Similarly, selection of breeds depends on various factors, including feed resources as well as availability of breeding stock.
Table 7. Heterosis1 and breed complementation in crossbreeding systems.
| Crossbreeding system | Expected heterosis2 | Breed complementation | ||
|---|---|---|---|---|
| Offspring | Dam | |||
| Two-breed specific | 100 | 0 | maximum | |
| Three-breed specific | 100 | 100 | maximum | |
| Back-cross | 50 | 100 | partial | |
| Two-breed rotation | 72 | 56 | none | |
| Three-breed rotation | 91 | 70 | none | |
| Three-breed rotaterminal3 | Rotational phase | 72 | 56 | none |
| Terminal phase | 100 | 72 | maximum | |
| Small herd rotations | Two-breed single-sire rotation | 59 | 47 | none |
| Three-breed single-sire rotation | 77 | 60 | none | |
| Two-breed two-sire rotation | 70 | 54 | none | |
| Three-breed two-sire rotation | 82 | 63 | none | |
| Three-breed, two-sire rotaterminal4 | Rotational phase | 59 | 47 | none |
| Terminal phase | 100 | 59 | maximum | |
| 1. Heterosis values represent an average for the first twenty years of operation of the system (M. A. Lamb and M. W. Tess, 1989. J. Anim. Sci. 67:28). 2. Heterosis values are expressed as a percentage of maximum. Maximum heterosis (100 percent) would be expressed by progeny resulting from first crosses of two breeds and no heterosis expressed by progeny resulting from matings within a pure breed. 3. Approximately 40 to 50 percent of the youngest cows in this system are in the rotational phase and the remaining cows are in the terminal phase. 4. Approximately 60 to 65 percent of the youngest cows in this system are in the rotational phase and the remaining cows are in the terminal phase. |
||||
Developing a plan and choosing a system and breeds is an important first step towards capturing the benefits of crossbreeding in your herd. For long-term success, it is critical to follow through and persistently stick to your plan, and not be persuaded by the temptation of the hottest new breed on the scene in a year-to-year decision mode.